Tata Steel secures exclusive license for Ohio State's revolutionary Redox energy recovery system
COLUMBUS, OH - Ohio State University's groundbreaking Redox Energy Recovery (RER) system has been exclusively licensed to Tata Steel, the 10th largest steel producer in the world, offering revolutionary technology for generating sustainable hydrogen.
Tata Steel's manufacturing and downstream operations span multiple countries, including India, the United Kingdom, the Netherlands, and Thailand. The technology utilizes energy from off-gases in steel production to generate sustainable hydrogen, thereby mitigating the industry's carbon footprint.
Traditionally, steel production heavily relies on fossil fuels, such as coal and natural gas, producing significant amounts of off-gases, including CO2, CO, H2, H2O, N2, and other components. These off-gases are typically released into the atmosphere through combustion, which is used for heat recovery or power generation. The RER system harnesses the reduction potential from off-gases to generate sustainable and low-energy-intensive hydrogen. This innovation was made possible after years of research by Professor L.-S. Fan, Distinguished University Professor in Chemical and Biomolecular Engineering.
“This licensing partnership with Tata Steel presents a tremendous opportunity for the commercial application of the chemical looping platform technology in the steel-making industry,” said Fan. “The versatility of chemical looping technology allows for improved efficiency in the iron-making process, with a focus on achieving decarbonization. This technology's application can vary depending on the level of decarbonization required, and its unique ability to integrate into the operation of existing plants makes it an exciting and viable decarbonized iron-making process.”
The RER system uses Ohio State's proprietary iron-based oxygen carriers (OCs) in specially designed reactors to harness the reduction potential of the waste gas stream and generate valuable energy. These OCs facilitate the oxidation of reducing components, such as H2 and CO, in the off-gas, resulting in their reduction to a lower oxidation state. The reduced OCs are then regenerated through steam oxidation, replenishing the lost lattice oxygen while generating hydrogen (H2). The RER technology offers flexibility in reaction schemes and reactor configurations, as depicted in the schematic of the RER technology. The oxygen carrier demonstrates remarkable robustness, recyclability, and reactivity.
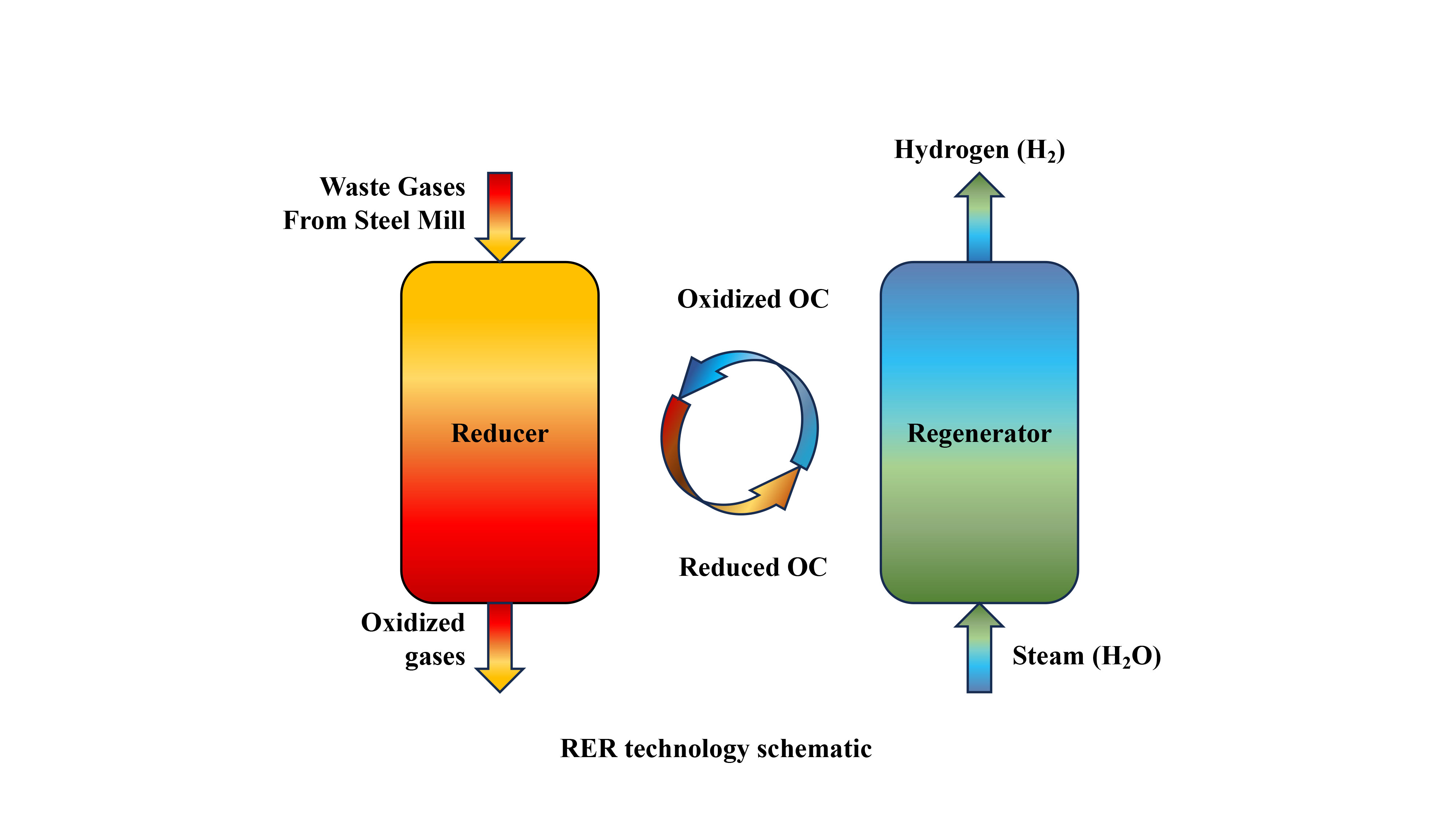
The Schematic of the RER technology
“We challenge all of our researchers to apply innovation to problems of consequence,” said College of Engineering Dean Ayanna Howard. “Professor Fan’s incredible work at the intersection of chemical engineering and sustainability epitomizes this ambition. I believe that he and his team are just scratching the surface of this technology’s green energy potential.”
One of the notable advantages of the RER system is its seamless integration into existing steel production processes with minimal modifications to plant infrastructure. By utilizing the proprietary oxygen carrier, hydrogen can be produced from off-gases. This sustainable and cost-effective solution can reduce the fossil fuel demand of steel production, thereby reducing its environmental impact.
“Professor Fan and his research team represent the brilliant researchers we have at Ohio State who produce innovations with the potential to transform industries," said Kevin Taylor, Senior Associate Vice President of Technology Commercialization at The Ohio State University. "The Technology Commercialization Office partnered with Professor Fan and his team to transfer this technology to Tata Steel for commercialization in their industry. Through our license to Tata Steel, the technology is well-positioned to positively impact greenhouse gas emissions in a critical industry. The research we do at Ohio State matters, and our incredible researchers are changing the world for the better."
The wider impact of the RER technology is significant, considering that steel production accounts for approximately 7-9% of global CO2 emissions, making it one of the leading contributors to greenhouse gas emissions. By implementing this technology, the generated hydrogen can supplement fuel demand as well as replace coke, which is also used as a reductant in the ironmaking process. The licensing and commercialization of the RER technology present a substantial opportunity for achieving cleaner steel production and advancing sustainable technology in the future.
About Tata Steel
- Tata Steel group is among the top global steel companies with an annual crude steel capacity of 35 million tonnes per annum.
- It is one of the world's most geographically diversified steel producers, with operations and commercial presence across the world.
- The group recorded a consolidated turnover of ~US$30.3 billion in the financial year ending March 31, 2023.
- A Great Place to Work-CertifiedTM organisation, Tata Steel Limited, together with its subsidiaries, associates, and joint ventures, is spread across five continents with an employee base of over 77,000.
- Tata Steel has announced its major sustainability objectives including Net Zero Carbon by 2045, Net Zero Water consumption by 2030, improving Ambient Air Quality and No Net loss in Biodiversity by 2030.
- The Company has been on a multi-year digital-enabled business transformation journey intending to be the leader in ‘Digital Steel making by 2025’. The Company has received the World Economic Forum’s Global Lighthouse recognition for its Jamshedpur, Kalinganagar and IJmuiden Plants.
- Tata Steel aspires to have 25% diverse workforce by 2025. The Company has been recognised with the World Economic Forum’s Global Diversity Equity & Inclusion Lighthouse 2023.
- The Company has been a part of the DJSI Emerging Markets Index since 2012 and has been consistently ranked amongst top 10 steel companies in the DJSI Corporate Sustainability Assessment since 2016.
- Tata Steel’s Jamshedpur Plant is India’s first site to receive ResponsibleSteelTM Certification.
- Received Prime Minister’s Trophy for the best performing integrated steel plant for 2016-17, 2023 Steel Sustainability Champion recognition from worldsteel for six years in a row, 2022 ‘Supplier Engagement Leader’ recognition by CDP, Top performer in Iron and Steel sector in Dun & Bradstreet's India's top 500 companies 2022, Ranked as the 2023 most valuable Mining and Metals brand in India by Brand Finance, and ‘Most Ethical Company’ award 2021 from Ethisphere Institute.
- Received 2022 ERM Global Award of Distinction, ‘Masters of Risk’ - Metals & Mining Sector recognition at The India Risk Management Awards for the seventh consecutive year, and Award for Excellence in Financial Reporting FY20 from ICAI, among several others.
Photographs: Management and Plant facilities | Logos: Files and usage guidelines
Website: www.tatasteel.com and www.wealsomaketomorrow.com